Außenrundschleifen zählt zu dem am häufigsten angewandten Schleifverfahren. Hier unterscheidet man zwischen dem „spitzenlosen Außenrundschleifen“ (centerless) und dem Schleifen „zwischen Spitzen“.
Bei diesem Schleifverfahren werden die Werkstücke fest in die Werkstückaufnahme der Rundschleifmaschine gespannt. Diese werden dann entweder im Längs- oder im Einstechschleifverfahren bearbeitet. Beim Längsschleifen wird das Werkstück über den Längsvorschub des Werkstückschlittens an der Schleifscheibe entlang geführt.
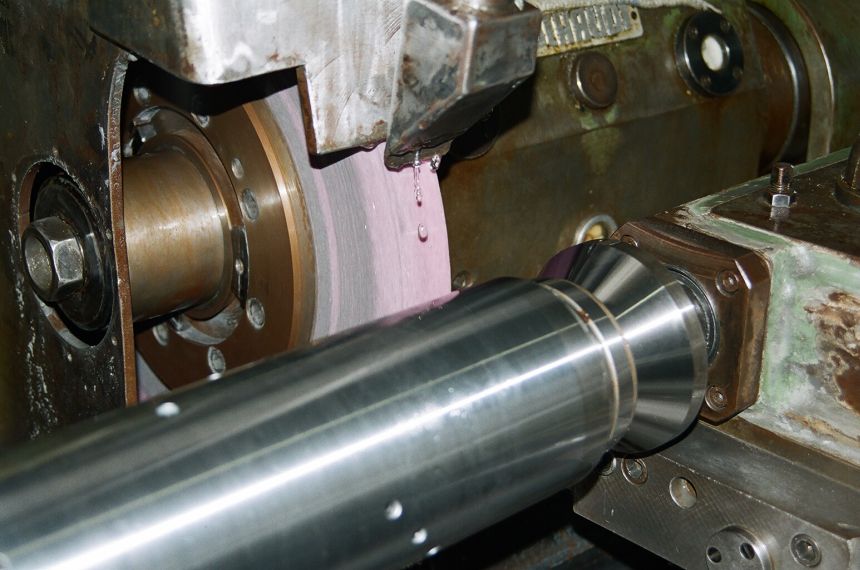
Anders ist dies beim Einstechschleifen. Hier wird die Schleifscheibe nur an einer Stelle radial dem Werkstück bis zum Erreichen des Fertigmaßes zugeführt.