
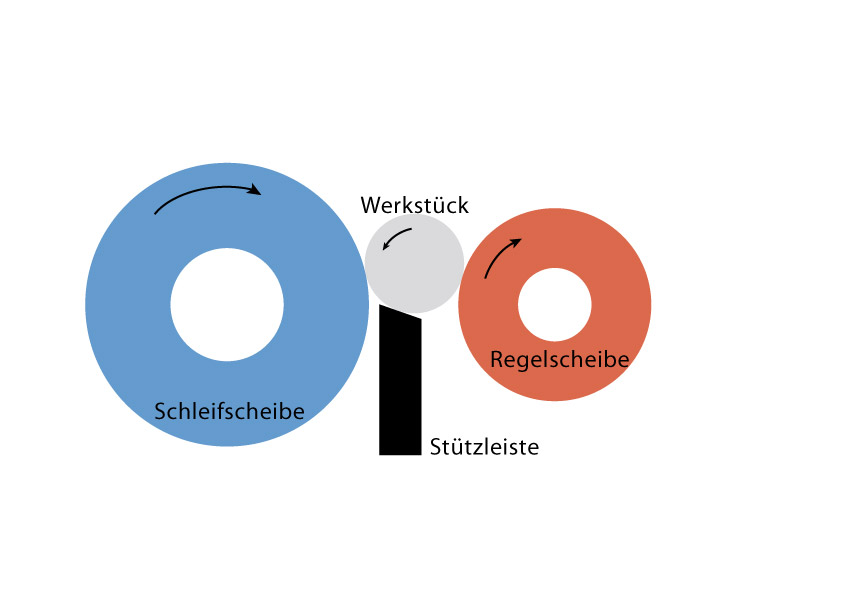
Das spitzenlose Rundschleifen ist auf das Schleifen großer Serien gleicher Teile ausgerichtet. Bei dieser Schleifart ist das Werkstück nicht fest eingespannt, sondern liegt zwischen der Schleifscheibe, Regelscheibe und Stützleiste. Man unterscheidet hierbei das Durchlauf- und das Einstechschleifen.
Spitzenlosschleifen: Durchlaufschleifen & Einstechschleifen
Centerless-Schleifen
Schleifscheibenformen beim Centerless-Schleifen
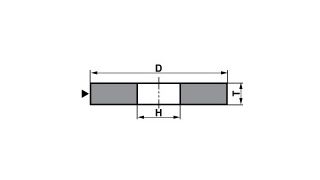
Schleifscheibe ohne Aussparung
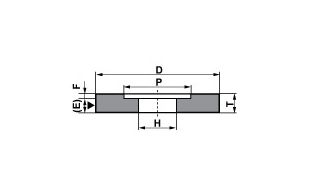
Schleifscheibe mit einseitiger Aussparung
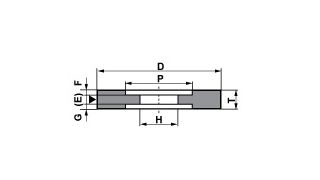
Schleifscheibe mit beidseitiger Aussparung
Durchlaufschleifen
Dieses Verfahren eignet sich gut für zylindrische Teile ohne Ansatz. Hier wird das Werkstück in einem „Durchlauf“ geschliffen.
Die Schleifscheibe führt die Spanungsarbeit aus, während die langsamer laufende meist gummigebundene Regelscheibe durch ihre Neigung um 2° bis 15° den Vorschub des Werkstücks bewirkt.
Die Schleifscheibe sollte hierbei eine so gute Selbstschärfung aufweisen, dass Abrichtvorgänge ganz vermeidbar sind oder nur sporadisch durchgeführt werden müssen.
| Schleifempfehlungen Werkstoff: |
Schleifscheibenqualität: | |||
| Schleifmittel | Körnung | Härte | Bindung | |
| Ungehärtete Stähle | HEKW | 60-80 | L-M | keramisch |
| Gehärtete Stähle | EKW, HEKW | 60-80 | K-M | keramisch |
| Rostbeständige Stähle | SICgrün | 60-80 | K-M | keramisch |
| Hartmetall | SICgrün | 60-80 | H-Jot | keramisch |
| Buntmetalle (Bronze, Aluminium, Messing) |
SICgrün | 60-80 | I-K | keramisch |
Werden beim Durchlaufschleifen hohe Ansprüche in Bezug auf Oberflächenrauheit der Werkstücke gestellt, so besteht die Möglichkeit die Centerless-Schleifscheibe als Mehrschichtscheibe zu fertigen. Hier können mehrere Schleifscheiben verschiedenster Kornarten, Körnungen, Härten und Bindungen zusammengekittet werden.
Die eingesetzten Schleifscheiben sind vorne grob und werden nach hinten auslaufend immer feiner, sodass eine gute Schleifleistung und eine optimale Oberflächenrauheit erzielt werden.

Einstechschleifen
Dieses Verfahren eignet sich gut für das Schleifen von profilierten Teilen (mehrere Durchmesser und mit Ansätzen).
Auch hier wird das Werkstück nicht fest eingespannt, sondern liegt wie
beim Durchlaufschleifen zwischen Schleifscheibe, Regelscheibe und Stützleiste.
Durch den Wegfall von Werkstückzentrierungen und Einspannungen sowie hoher Maß- und Formgenauigkeit liegen die Vorteile gegenüber dem Rundschleifen „zwischen Spitzen“ auf der Hand.
| Schleifempfehlungen Werkstoff: |
Schleifscheibenqualität: | |||
| Schleifmittel | Körnung | Härte | Bindung | |
| Ungehärtete Stähle | HEKW | 60-80 | K-M | keramisch |
| Gehärtete Stähle | EKW, HEKW | 60-80 | K-L | keramisch |
| Rostbeständige Stähle | SICgrün | 60-80 | Jot-L | keramisch |
| Hartmetall | SICgrün | 60-80 | I-K | keramisch |
| Buntmetalle (Bronze, Aluminium, Messing) |
SICgrün | 60-80 | H-Jot | keramisch |
Regelscheibe
Die Regelscheibe hat beim spitzenlosen Außenrundschleifen einige Aufgaben zu erfüllen:
- Sie regelt die Umfangsgeschwindigkeit des zu schleifenden Werkstückes.
- Zusammen mit der Werkstückauflage stützt sie das Werkstück gegen den Schleifdruck der Schleifscheibe ab.
- Beim Durchgangsschleifen regelt sie durch ihre Schrägstellung die Durchlaufgeschwindigkeit des Werkstücks.
Meistens werden gummigebundene Regelscheiben eingesetzt. Sie können aber auch keramisch gebunden sein.
